



DH-5860 BGA endurvinnslustöð
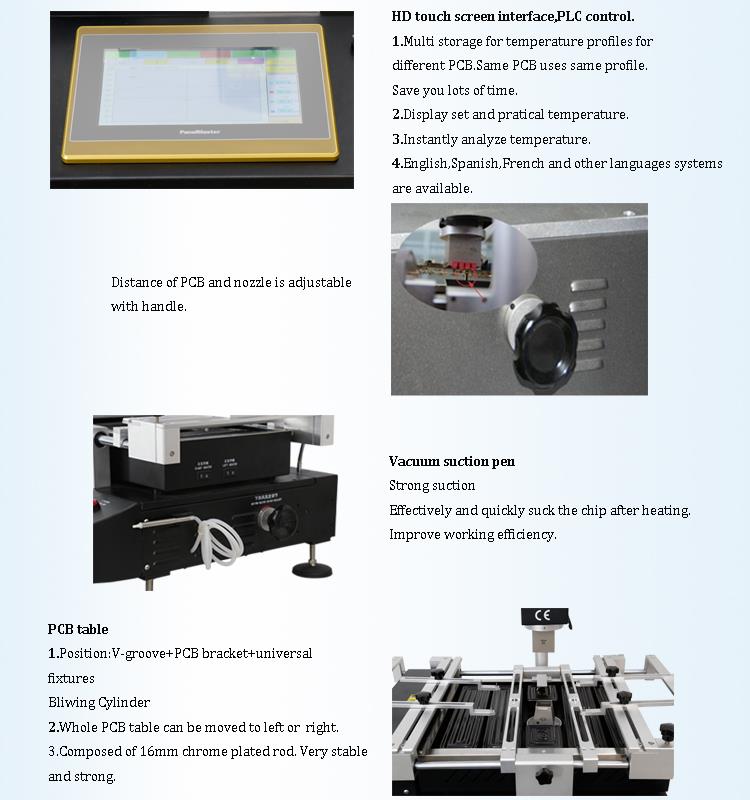
1. Gerð: DH-58602.Snertiskjástýring: Já3.3 sjálfstæð upphitunarsvæði: Já4.Micro Air Flow Adjust: Fyrir topphaus
Lýsing
DH-5860 BGA endurvinnslustöð
1. Notkun DH-5860 BGA endurvinnslustöðvar
Móðurborð tölvu, snjallsíma, fartölvu, MacBook rökfræði borð, stafræn myndavél, loftkæling, sjónvarp og
annar rafeindabúnaður frá lækningaiðnaði, samskiptaiðnaði, bílaiðnaði osfrv.
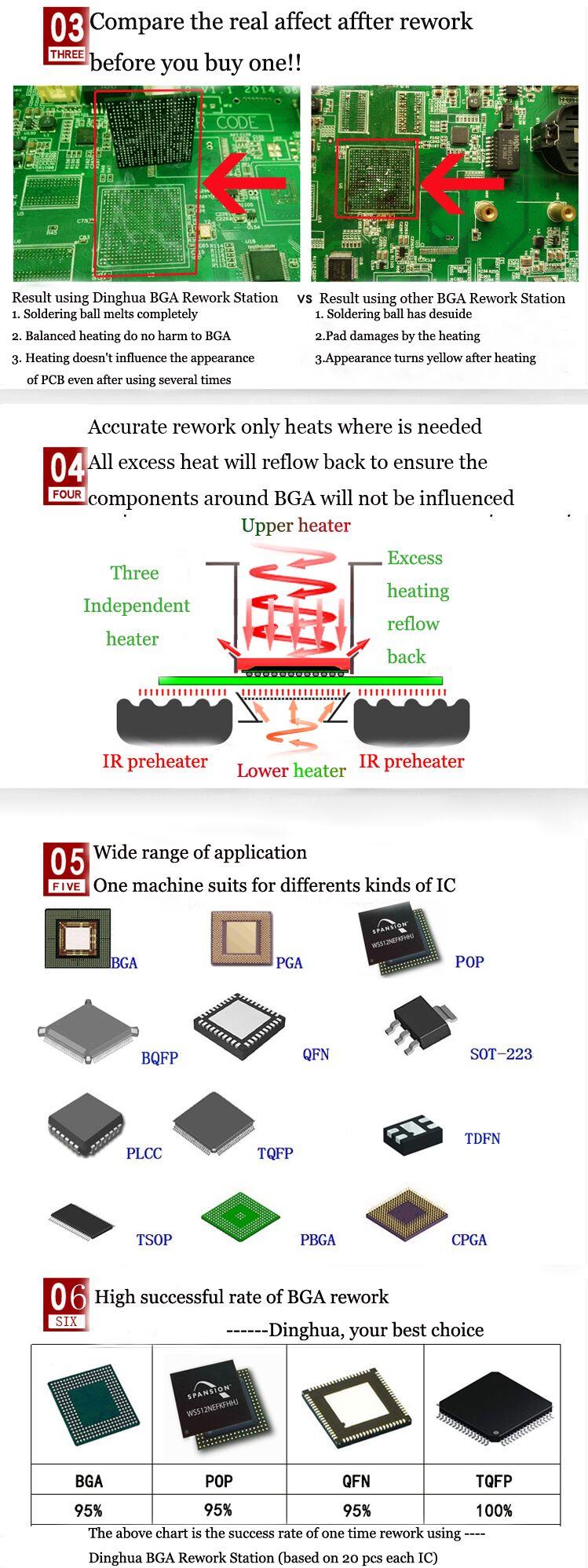
Hentar fyrir mismunandi tegundir af flögum: BGA, PGA, POP, BQFP, QFN, SOT223, PLCC, TQFP, TDFN, TSOP, PBGA, CPGA,
LED flís.
2.Vörueiginleikar DH-5860 BGA endurvinnslustöðvar
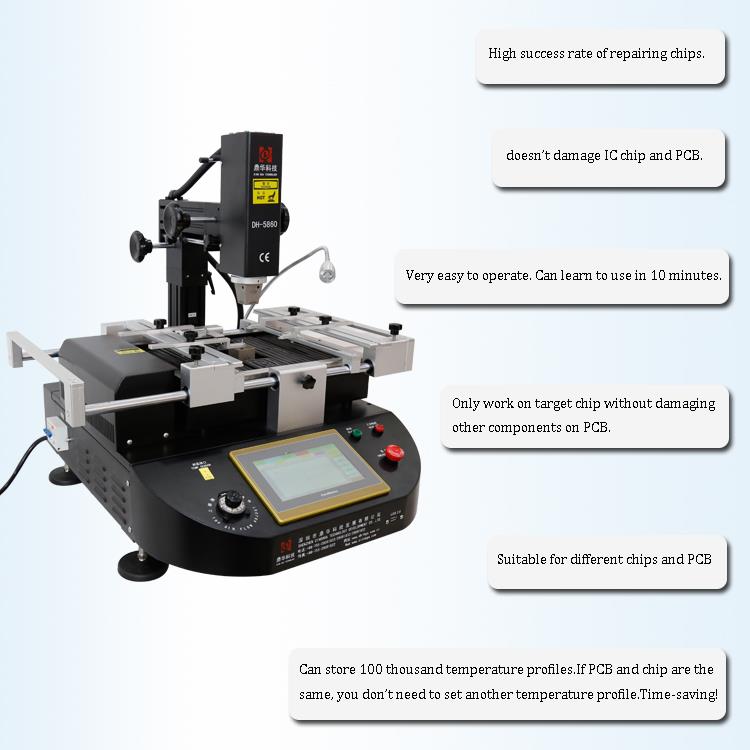
• Mikil velgengni við viðgerðir á flögum.
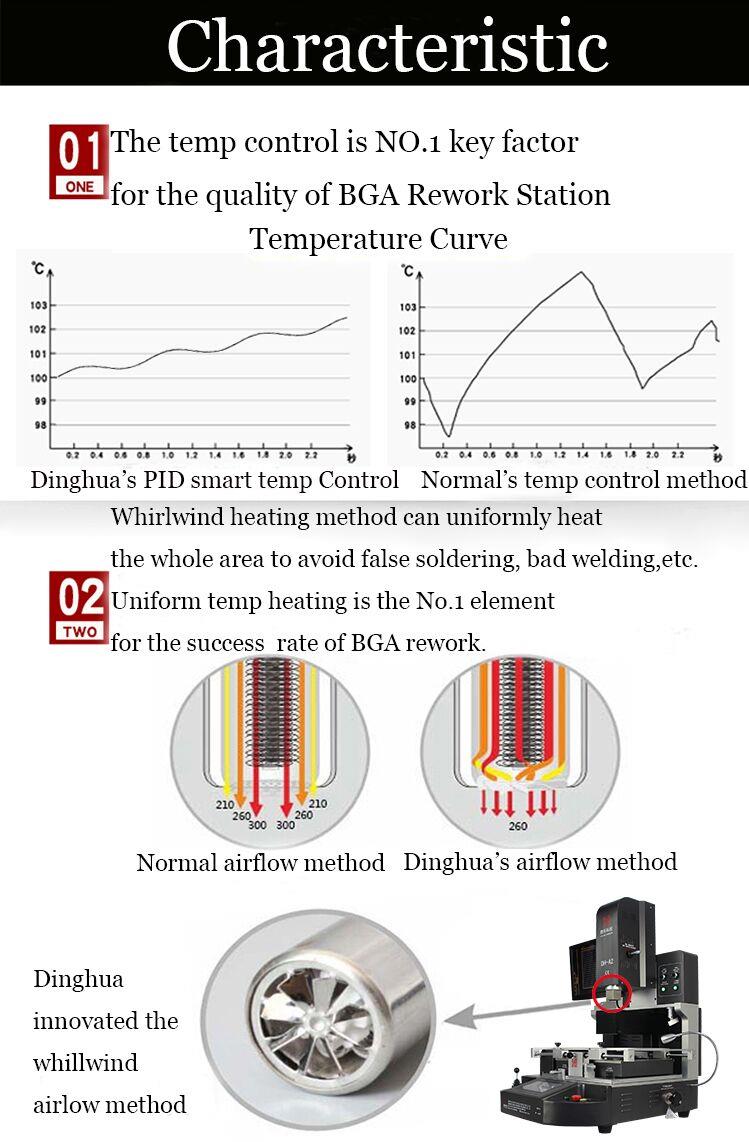
(1) Nákvæm hitastýring.
(2) Hægt er að lóða eða aflóða markflís á meðan engir aðrir íhlutir á PCB eru skemmdir. Engin fölsuð suðu
eða falsa suðu.
(3) Þrjú sjálfstæð upphitunarsvæði hækka hitastigið smám saman.
(4) Engar skemmdir á flís og PCB.
• Einföld aðgerð
Mannleg hönnun gerir vélina auðvelda í notkun. Venjulega getur starfsmaður lært að nota það á 10 mínútum. Nei
Það er þörf á sérstakri starfsreynslu eða færni sem er tíma- og orkusparandi fyrir fyrirtæki þitt.
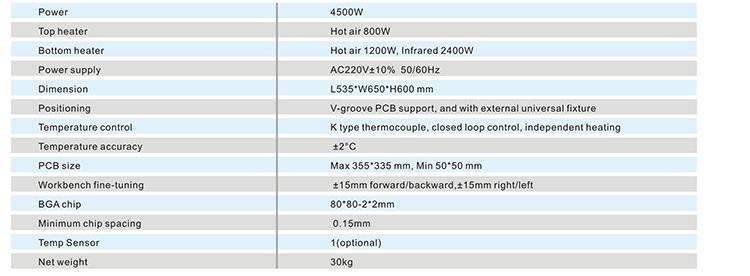
3.Tilgreining DH-5860 BGA endurvinnslustöðvar
4. Upplýsingar um DH-5860 BGA endurvinnslustöð

5.Af hverju að velja DH-5860 BGA endurvinnslustöðina okkar?
6. Vottorð um DH-5860 BGA endurvinnslustöð

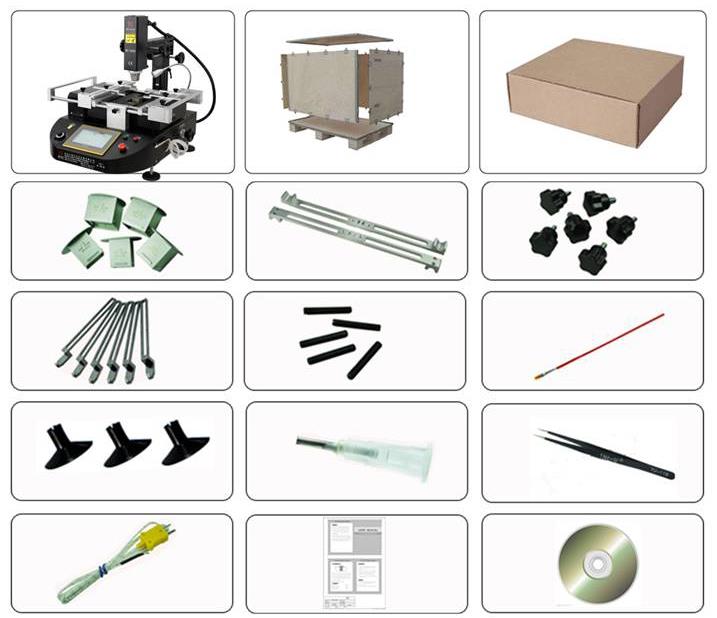
7.Pökkun og sending á DH-5860 BGA endurvinnslustöð
8.Tengd þekking á DH-5860 BGA Rework Station
Forhitun - forsenda árangursríkrar endurvinnslu
Það er rétt að langtímavinnsla PCB-efna við háan hita (315-426 gráður C) hefur í för með sér mörg hugsanleg vandamál. Hitaskemmdir, svo sem
púði og blýskekkja, aflögun undirlags, hvítir blettir eða blöðrur, aflitun. Skekkja og brennsla plötunnar veldur venjulega eftirlitsmanninum
að veita athygli. Hins vegar, einmitt vegna þess að það "brennir ekki út borðið" þýðir ekki að "borðið sé ekki skemmt." Hið "ósýnilega"
skemmdir á PCB frá háum hita eru jafnvel alvarlegri en vandamálin sem talin eru upp hér að ofan. Í áratugi hafa fjölmargar rannsóknir endurtekið
sýnt fram á að PCB og íhlutir þeirra geta farið framhjá eftir endurvinnslu og prófun, með hærra rotnunarhraða en venjuleg PCB plötur. The
„ósýnilegt“ vandamál við slíka innri skekkju á undirlaginu og dempun á hringrásarhlutum þess kemur frá mismunandi stækkunarstuðlum
úr mismunandi efnum. Augljóslega eru þessi vandamál ekki afhjúpuð sjálf, jafnvel ógreind í upphafi hringrásarprófsins, en liggja samt í leyni í PCB
samkoma.
Þó það líti vel út eftir "viðgerð" er það eins og algengt orðatiltæki: "Aðgerðin heppnast, en sjúklingurinn er því miður að deyja." Orsök hins mikla
varmaálag er að þegar PCB samsetningin við venjulegt hitastig (21 gráður) snertir skyndilega lóðajárnið með hitagjafa upp á um 370 gráður C,
lóðaverkfæri eða heitloftshausinn fyrir staðbundna hitun, hitamunur hringrásarborðsins og íhluta þess er um 349 gráður C. Breyta, framleiða
fyrirbærið "popp".
Fyrirbærið „poppkorn“ vísar til fyrirbærisins að raki sem er í samþættri hringrás eða SMD inni í tækinu hitnar hratt á meðan
viðgerðarferli, sem veldur því að rakinn bólgnar út og springur eða springur. Þess vegna krefst hálfleiðaraiðnaðurinn og framleiðsluiðnaðurinn fyrir rafrásir
framleiðslufólk til að lágmarka upphitunartímann og hækka fljótt upp í endurflæðishitastigið fyrir endurflæði. Reyndar er PCB hluti endurflæðisferlið nú þegar
felur í sér forhitunarfasa fyrir endurflæði. Burtséð frá því hvort PCB-samsetningarverksmiðjan notar bylgjulóðun, innrauðan gufufasa eða konvection reflow lóðun,
hver aðferð er yfirleitt forhituð eða hitameðhöndluð og hitastigið er yfirleitt 140-160 gráður. Mörg vandamál í endurvinnslu er hægt að leysa með einföldum skammtíma
forhitun PCB fyrir endurflæði lóða. Þetta hefur gengið vel í endurflæðisferlinu í nokkur ár. Þess vegna eru kostir þess að forhita PCB samsetninguna áður
að flæða aftur eru margvísleg.
Þar sem forhitun plötunnar dregur úr endurflæðishitastiginu, er hægt að framkvæma bylgjulóðun, IR/gufufasa suðu og convection reflow lóðun kl.
um 260 gráður.
Kostir forhitunar eru margþættir og yfirgripsmiklir
Í fyrsta lagi hjálpar forhitun eða "einangrunar" íhluti áður en endurflæði er hafið við að virkja flæðið, fjarlægja oxíð og yfirborðsfilmur af yfirborði málmsins sem á að vera
soðið, auk rokgjarnra efna frá flæðinu sjálfu. Í samræmi við það eykur slík hreinsun á virkjaða flæðinu rétt fyrir endurflæði vætuáhrifin. Forhitun hitar upp
alla samsetninguna að hitastigi undir bræðslumarki lóðmálmsins og endurflæði. Þetta dregur mjög úr hættu á hitaáfalli fyrir undirlagið og íhluti þess.
Annars mun hröð upphitun auka hitastigið innan samstæðunnar og skapa hitaáfall. Stóru hitastigshlutföllin sem myndast innan
samsetning mun skapa hita-vélræna spennu sem veldur því að þessi efni með litla hitaþenslu verða stökk, sem veldur sprungum og skemmdum. SMT flís viðnám og
þéttar eru sérstaklega viðkvæmir fyrir hitaáfalli.
Að auki, ef allt samsetningin er forhituð, er hægt að lækka endurrennslishitastigið og stytta endurrennslistímann. Ef það er engin forhitun er eina leiðin
til að auka endurflæðishitastigið enn frekar, eða til að lengja endurflæðistímann. Hvort sem aðferðin hentar ekki, ætti að forðast hana.
Minni viðgerðir gera borðin áreiðanlegri
Til viðmiðunar fyrir lóðahitastigið er lóðaaðferðin önnur og lóðahitastigið er öðruvísi. Til dæmis, mest af öldu lóðun
hitastig er um 240-260 gráður C, gufufasa lóðahitastigið er um 215 gráður C og endurrennsli lóðahitastigið er um 230 gráður C. Rétt talað,
endurvinnsluhitastigið er ekki hærra en endurflæðishitastigið. Þó hitastigið sé nálægt er aldrei hægt að ná sama hitastigi. Þetta er vegna þess
allir endurvinnsluferli þurfa aðeins upphitun á staðbundnum íhlut og endurflæði krefst upphitunar á öllu PCB samsetningunni, hvort sem það er bylgjulóðun IR eða gufufasa
reflow lóðun.
Annar þáttur sem takmarkar endurflæðishitastigið í endurvinnslu er krafa iðnaðarstaðalsins um að hitastig íhlutanna í kringum endurvinnslupunktinn
má aldrei fara yfir 170 gráður. Þess vegna ætti endurflæðishitastigið við endurvinnslu að vera samhæft við stærð PCB samstæðunnar sjálfrar og stærð íhlutans
á að flæða aftur. Þar sem það er í meginatriðum endurvinnsla á PCB að hluta, takmarkar endurvinnsluferlið viðhaldshitastig PCB. Upphitunarsvið staðbundins
endurvinnsla er hærra en hitastigið í framleiðsluferlinu til að vega upp á móti hitaupptöku alls borðsamstæðunnar.
Í þessum skilningi er enn ekki næg ástæða til að gefa til kynna að endurvinnsluhitastig alls borðsins geti ekki verið hærra en endurrennslishitastig í framleiðslunni.
ferli og nálgast þannig markhitastig sem hálfleiðaraframleiðandinn mælir með.





